聯(lián)系禾聚
收藏禾聚
在線留言
網(wǎng)站地圖
歡迎光臨東莞市禾聚精密電子科技有限公司網(wǎng)站
全國服務(wù)熱線:137-1309-8683
全國服務(wù)熱線:137-1309-8683

精密模具的沖壓過程,大致可以分為:沖床檢查確認(rèn)、沖床調(diào)整、開機(jī)前確認(rèn)、過料、首件制作、批量生產(chǎn)。下面針對過料過程做以下解析,不足之處,多多指正。
一、精密模具過料方式選擇,需確定材料頭在模具第一下點(diǎn)動時(shí)的最佳位置
1、沖孔有定位料頭裝置的模具,這種模具先找到定位裝置的使用方法直接使用定位裝置來限位料頭的位置。
2、先沖孔無定位裝置的模具
A、打到過釋放角度料頭推到第一個(gè)導(dǎo)針處;B、打到下死點(diǎn); C、用導(dǎo)針、鉤子定位
3、先切邊定位,直接推到切邊處
4、先切邊無定位,推到第一個(gè)浮料銷上
二、精密模具過料過程
1、架模裝完所需附件確認(rèn)模高、步距、釋放。擺料頭進(jìn)模具的最佳點(diǎn)
2、用剪刀將原材料頭部剪齊,修平。(防止沖切時(shí)形成碎屑掉落與模具內(nèi),造成壓傷或纏帶。)
3、過料前需用氣槍將模具內(nèi)清理干凈。
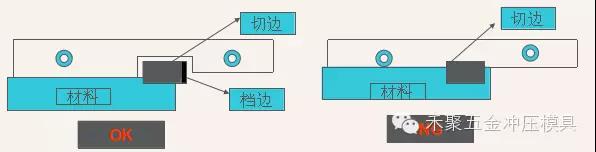
4、對于切邊有擋料設(shè)計(jì)的模具,可將材料穿入到推不進(jìn)時(shí),拉出一點(diǎn)即可過料。無擋料設(shè)計(jì)的模具,需借助手電觀察穿入長度,且不可一穿到底。
5、對于無切邊的,材料穿入長度不可超過第一個(gè)導(dǎo)引針。易導(dǎo)致料帶變形,過料不順,纏帶。
6、寸動送料,觀察模具進(jìn)料口材料的波動情況,如果料帶拱起不能再打下去。
7、穿過沖切工位,注意檢查模具內(nèi)有無余料或跳屑廢料
8、當(dāng)材料有檔住時(shí),只可用料鉤處理,不可用手伸入模具內(nèi)。
9、有擋邊的模具也可在沖完外形后,將料帶拉出剪齊,再將料帶穿入到之前位置。穿不進(jìn)時(shí)可用料鉤將料帶頭上下?lián)軇樱汛_認(rèn)料帶穿到位。
10、在彎模成形時(shí),需慢慢打至下死點(diǎn)。防止平面下料后端子傾斜分片交叉彎模成形時(shí)無法導(dǎo)正。
11、過料時(shí)需時(shí)刻注意料帶頭部前進(jìn)狀態(tài)。
12、過料時(shí)需將纏帶檢知擺放正確。另不可將手放在模具進(jìn)料口。防止手隨材料一起進(jìn)入模具內(nèi)造成工傷。
13、在材料穿出模具后不要急著上高速生產(chǎn),應(yīng)點(diǎn)動到下死點(diǎn),用 剪刀剪一段成品觀察外觀,切忌在上死點(diǎn)剪成品,因?yàn)樵谏纤傈c(diǎn)剪產(chǎn)品剪刀容易把模具里面的料帶拉變形,尤其是比較薄的材料很容易造成擠料,確定沒有變形或壓傷才能上高速。
三、精密模具過料注意的小細(xì)節(jié)
1、注意材料不能后退,有防滑裝置的一定要用。無防滑裝置的盡量拿一段放在送料器后面。
2、有調(diào)節(jié)桿調(diào)節(jié)成型尺寸時(shí),不要把調(diào)節(jié)桿擰到極端,成型的形狀會直接影響到過料的難度
3、如果每次過料料頭都碰到導(dǎo)料板或浮料板時(shí),可以先把料頭向上或向下彎曲一點(diǎn)。
4、有打扁工位或材料比較厚時(shí),盡量不要用微寸動,容易破備件。
5、過料過沖切工位時(shí)盡量少用氣槍,有時(shí)容易斷料帶。
6、過料困難時(shí)忌急。
通過以上三個(gè)步驟,過料工序以全部完成,過完料后,需要對料帶進(jìn)行分析,確認(rèn)模具是否可以開始生產(chǎn)。東莞市禾聚五金電子有限公司是一家專業(yè)研發(fā)與制造精密模具的沖壓生產(chǎn)廠商,新模初次送樣25天內(nèi),設(shè)計(jì)模具7天內(nèi)完成,試模一次成功率90%以上,制程合格率99.9%以上,客戶滿意度95%以上,歡迎咨詢訂購。


 沖壓件樣品加工 金屬連接片打樣")

彈片加工 五金彈片加工廠家 精密沖壓件")

